Hot-dip galvanizing

покрытие горячим цинкованием
от 35 000 ₽ / т
Пожалуйста, оставьте заявку и наши эксперты оперативно рассчитают стоимость горячего цинкования.
Мы свяжемся с вами в ближайшее время.
Мы свяжемся с вами в ближайшее время.
ТРЕБОВАНИЯ К
ПОВЕРХНОСТИ МЕТАЛЛА
ПЕРЕД ЦИНКОВАНИЕМ
На поверхности основного металла изделий не допускаются:
трещины, плены, вздутия, расслоения, брызги металла, закатанная окалина, заусенцы, наплывы, завороты кромки, поры, включения, сварочные шлаки, остатки формовочной массы, графита, а также наличие лакокрасочного покрытия.
трещины, плены, вздутия, расслоения, брызги металла, закатанная окалина, заусенцы, наплывы, завороты кромки, поры, включения, сварочные шлаки, остатки формовочной массы, графита, а также наличие лакокрасочного покрытия.
На поверхности основного металла изделий не рекомендуется
оставлять остатки смазки, металлической стружки, маркировочной краски, бумажных ярлыков, клея от маркировки, консервационных материалов, смазочно-охлаждающих жидкостей с силиконовыми маслами и следы средства, использованного для защиты от сварочных брызг.
оставлять остатки смазки, металлической стружки, маркировочной краски, бумажных ярлыков, клея от маркировки, консервационных материалов, смазочно-охлаждающих жидкостей с силиконовыми маслами и следы средства, использованного для защиты от сварочных брызг.
На поверхности литых изделий не должно быть пор и усадочных раковин.
Поверхность изделия после газовой, лазерной или
плазменной резки должна быть очищена от брызг и наплывов, а острые кромки должны быть притуплены, для обеспечения гарантированной толщины покрытия и прочности его сцепления с основным металлом. Не допускается попадание вырезанных фрагментов внутрь полых профилей.
плазменной резки должна быть очищена от брызг и наплывов, а острые кромки должны быть притуплены, для обеспечения гарантированной толщины покрытия и прочности его сцепления с основным металлом. Не допускается попадание вырезанных фрагментов внутрь полых профилей.
На поверхности изделия допускаются отдельные вмятины, риски, следы зачистки и другие дефекты,
обусловленные способом производства.
Если конструктивное решение и/или используемые марки
стали не позволяют получить покрытие в заданном диапазоне толщин изменением параметров процесса оцинкования, то поверхности изделий могут быть подвергнуты дробеструйной обработке для обеспечения возможности увеличения толщины цинкового покрытия.
стали не позволяют получить покрытие в заданном диапазоне толщин изменением параметров процесса оцинкования, то поверхности изделий могут быть подвергнуты дробеструйной обработке для обеспечения возможности увеличения толщины цинкового покрытия.

Наше
производство
в цифрах
производство
в цифрах
0
тонн
в сутки
в сутки
0
тонн
в месяц
в месяц
0
тонн
в год
в год
технология
горячего цинкования
1
Навеска
Изделия закрепляются на траверсах с помощью металлической проволоки различных диаметров. Соответственно, в изделиях должны быть предусмотрены технологические отверстия, которые будут использованы для навешивания.
Изделия закрепляются на траверсах с помощью металлической проволоки различных диаметров. Соответственно, в изделиях должны быть предусмотрены технологические отверстия, которые будут использованы для навешивания.
2
Обезжиривание
Удаление масла и жиров с поверхности изделий посредством погружения в обезжиривающий кислотный раствор с поверхностно-активными добавками. Не допускается наличие веществ, которые удалить этим методом невозможно (лакокрасочное покрытие, силикон, мазут).
Удаление масла и жиров с поверхности изделий посредством погружения в обезжиривающий кислотный раствор с поверхностно-активными добавками. Не допускается наличие веществ, которые удалить этим методом невозможно (лакокрасочное покрытие, силикон, мазут).
3
Промывка
Удаление остатков обезжиривающего раствора после предыдущей обработки посредством погружения и ополаскивания в воде.
Удаление остатков обезжиривающего раствора после предыдущей обработки посредством погружения и ополаскивания в воде.
4
Травление
Удаление оксидов железа и железистых остатков проката посредством погружения в водный раствор соляной кислоты (HCl).
Удаление оксидов железа и железистых остатков проката посредством погружения в водный раствор соляной кислоты (HCl).
5
Промывка
Удаление остатков кислоты после предыдущей обработки посредством погружения и ополаскивания в воде.
Удаление остатков кислоты после предыдущей обработки посредством погружения и ополаскивания в воде.
6
Флюсование
Погружение изделий в водный раствор хлорида цинка и хлорида аммония. В результате на поверхности стали образуется плотная пленка, защищающая сталь от дальнейшего окисления и способствующая реакции с расплавом цинка.
Погружение изделий в водный раствор хлорида цинка и хлорида аммония. В результате на поверхности стали образуется плотная пленка, защищающая сталь от дальнейшего окисления и способствующая реакции с расплавом цинка.
7
Сушка
Металлоконструкция помещается в сушильную камеру, где происходит высушивание флюса и нагрев металла до температуры 100 - 120°С.
Металлоконструкция помещается в сушильную камеру, где происходит высушивание флюса и нагрев металла до температуры 100 - 120°С.
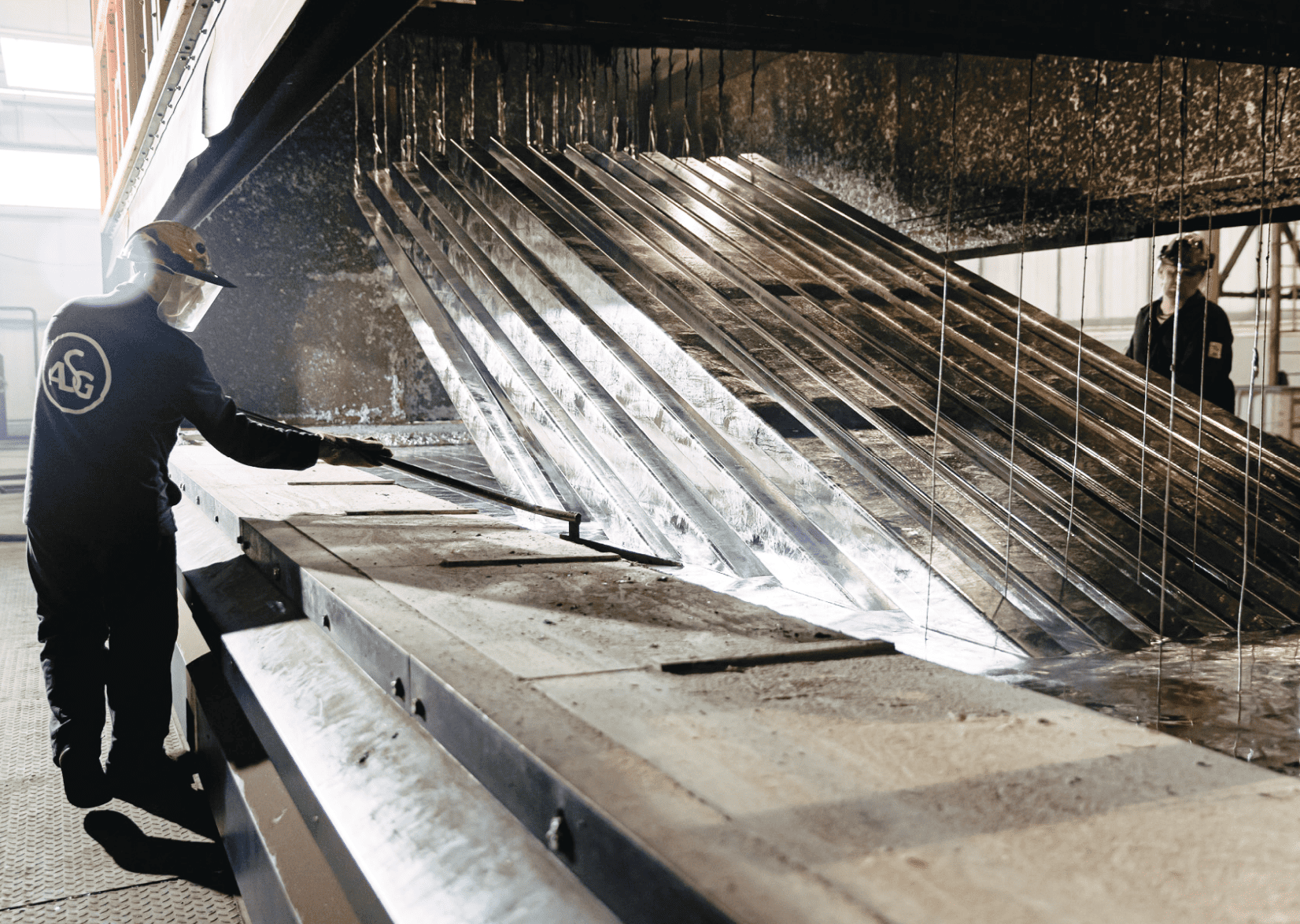
8
ЦИНКОВАНИЕ
Погружение металлоконструкций в ванну с расплавленным цинком при контролируемой температуре 440-460°C. При извлечении конструкции, излишки цинка стекают обратно в ванну с расплавом, поэтому обязательным условием для цинкования является наличие дренажных отверстий: в изделиях не должно быть карманов, закрытых полостей и воздушных мешков; все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов.
Погружение металлоконструкций в ванну с расплавленным цинком при контролируемой температуре 440-460°C. При извлечении конструкции, излишки цинка стекают обратно в ванну с расплавом, поэтому обязательным условием для цинкования является наличие дренажных отверстий: в изделиях не должно быть карманов, закрытых полостей и воздушных мешков; все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов.
9
Охлаждение
Конструкция, извлеченная из ванны цинкования, имеет температуру, близкую 450°С. Ее охлаждение до температуры окружающей среды происходит либо в ванне с чистой водой, либо на открытом воздухе.
Конструкция, извлеченная из ванны цинкования, имеет температуру, близкую 450°С. Ее охлаждение до температуры окружающей среды происходит либо в ванне с чистой водой, либо на открытом воздухе.
10
Снятие металлоизделий с траверсы
Оцинкованная продукция снимается с траверсы, если необходимо пакетируется и вывозится на склад.
Оцинкованная продукция снимается с траверсы, если необходимо пакетируется и вывозится на склад.

РЕКОМЕНДУЕМЫЕ СТАЛИ ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ
| ГОСТ 380 | ГОСТ 1050 | ГОСТ 27772 | ГОСТ 19281 |
| 1 Ст0 | Ст05кп | С235 | 09Г2С |
| 2 Ст1кп | Ст08кп | С245 | 11Г1С |
| 3 Ст1пс | Ст08пс | С255 | 17ГС |
| 4 Ст1сп | Ст08 | С275 | |
| 5 Ст2кп | Ст10кп | С285 | |
| 6 Ст2пс | Ст10пс | С345К | |
| 7 Ст2сп | Ст10 | ||
| 8 Ст3кп | Ст11кп | ||
| 9 Ст3пс | Ст15кп | ||
| 10 Ст3сп | Ст15пс | ||
| 11 Ст3Гпс | Ст18кп | ||
| 12 Ст3Гсп | Ст20кп | ||
| 13 Ст4кп | Ст20пс | ||
| 14 Ст4пс | Ст20 | ||
| 15 | Ст25 | ||
| A | B | C | D |
Горячему цинкованию подвергаются изделия, изготовленные из низкоуглеродистой стали
и сталей по ГОСТ 380, ГОСТ 1050, ГОСТ 19281, ГОСТ 27772 и их аналогов, а также отливки из стали,
серого
или ковкого чугуна.
ОСНОВНЫМ ПРАВИЛОМ КЛИЕНТА ТЕХНОЛОГИИ ГОРЯЧЕГО ЦИНКОВАНИЯ ЯВЛЯЕТСЯ:
«Покупать сталь с регламентированным содержанием кремния и фосфора; каждая приобретенная партия стальной продукции должна сопровождаться сертификатом, в котором указан химический состав стали по ковшовой пробе».
«Покупать сталь с регламентированным содержанием кремния и фосфора; каждая приобретенная партия стальной продукции должна сопровождаться сертификатом, в котором указан химический состав стали по ковшовой пробе».
ПРЕИМУЩЕСТВА РАБОТЫ С «АГРИСОВГАЗ»

ОПЕРАТИВНОЕ ВЫПОЛНЕНИЕ ЗАКАЗА
Наличие двух линий цинкования позволяет изготовить больший объём
продукции за меньший срок
ГАРАНТИЯ И СТАНДАРТ КАЧЕСТВА
В работе мы используем только первичное сырьё. Гарантия качества
более 30 лет

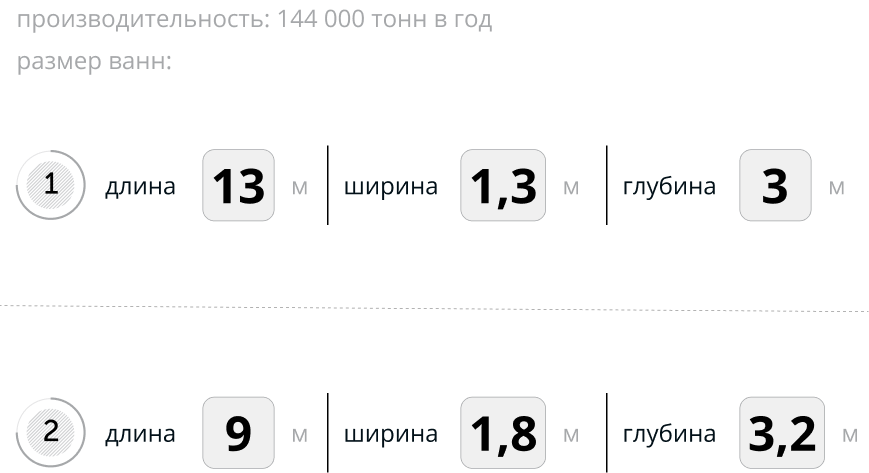
ОЦИНКОВКА ИЗДЕЛИЙ ДЛИНОЙ ДО 12,5 М
Наличие самой длинной ванны в СЗФО, размером 13х1,8х3,2 м

СКЛАДСКОЙ КОМПЛЕКС
Наличие складских площадей для хранения готовой продукции
СОБСТВЕННАЯ ЛАБОРАТОРИЯ
Сертифицированная лаборатория позволяет контролировать все
технологические процессы собственными силами
расходов

транспортная доступность
Близкое расположение к трассам федерального значения